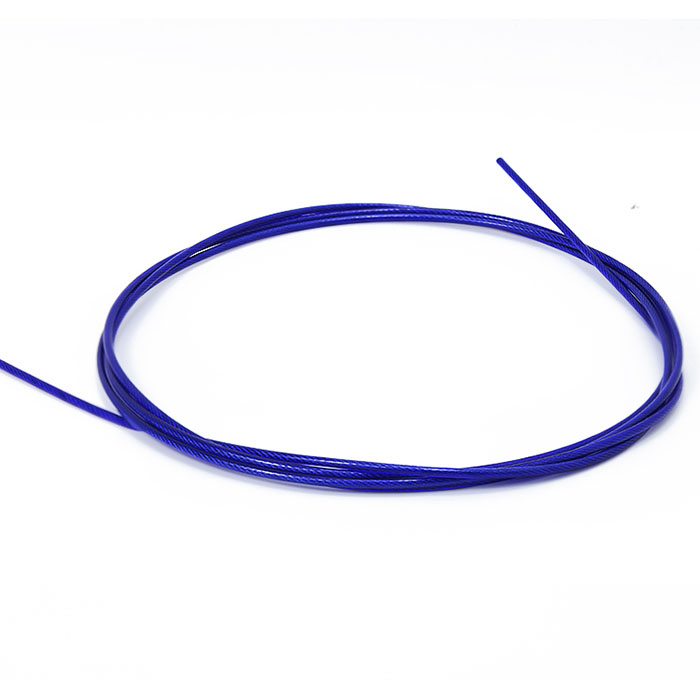
锌液的工艺温度要保证445-465℃,在此温度下锌液的流动性较好,温度过低,锌层平整性不好;温度过高,合金层过厚,锌层做缠绕试验时开裂脱落。涂塑钢丝绳介绍钢丝绳锌层解决锌疤的方法。
抹拭工序是镀锌生产线上的关键工序,其作用是去余锌及使锌层表面光滑均匀。钢丝热镀锌抹拭方式中主要有固体抹拭法、电磁抹拭法、氮气抹拭法。而固体抹拭法中的木炭抹拭使用最广一泛,主要用于普通镀锌生产线;电磁抹拭法、氮气抹拭法主要用于高速镀锌生产线。
锌液的工艺温度要保证445-465℃,在此温度下锌液的流动性较好,温度过低,锌层平整性不好;温度过高,合金层过厚,锌层做缠绕试验时开裂脱落。涂塑钢丝绳介绍钢丝绳锌层解决锌疤的方法。
抹拭工序是镀锌生产线上的关键工序,其作用是去余锌及使锌层表面光滑均匀。钢丝热镀锌抹拭方式中主要有固体抹拭法、电磁抹拭法、氮气抹拭法。而固体抹拭法中的木炭抹拭使用最广一泛,主要用于普通镀锌生产线;电磁抹拭法、氮气抹拭法主要用于高速镀锌生产线。
某些地方木炭抹拭方法在改进前,存在的问题:
(1)木炭层面积大,锌液面波动时木炭层也随之波动,易流失,木炭层厚度难以保证,使木炭层对钢丝镀锌层的抹拭力减小,且不稳定,造成镀锌钢丝锌层表面不均匀,产生锌瘤、锌疤、毛刺缺陷;(2)每班换一次木炭层,操作不当就使钢丝表面产生锌瘤、锌疤、表面颜色不均匀;需定期更换木炭层,木炭消耗大,形成浪费。
改进时,把木炭层介质装入一长宽高适当的长方形围堰固定装置,并且使木炭层介质始终处于燃烧状态,形成火焰封闭,每个生产周期内不需要更换木炭层,保持了封闭木炭层介质的稳定性,使镀锌表面质量提高,“锌疤”问题基本消除。
在工艺上制定定期清理锌液的底渣和面渣的制度,普通镀锌生产线的木炭抹拭每班要清理2次木炭层下的锌渣;高速镀锌生产线的电磁抹拭要每2小时清理电磁室内的锌渣;每月打捞一次锌锅底渣。
![[field:keywords/]](/uploads/allimg/211115/1-211115143T1327-lp.jpg)